А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 36
36
живание поверхности осуществляют до dH. Ширина сглаживающей пластинки в 3-5 раз больше подачи.
После обработки детали поверхность прерывистая, а площадь контакта с сопрягаемой деталью уменьшается. Предельное уменьшение площади контакта допускается 20%. Увеличение диаметра незакаленных деталей возможно на 0,4 мм, а закаленных — на 0,2 мм.
3.3. Восстановление формы деталей
Во время эксплуатации у многих деталей появляются остаточные деформации: изгиб, скручивание, коробление и вмятины (валы, оси, рычаги, рамы, балки и др.). Для устранения этих дефектов используют правку. В зависимости от гтепени деформации и размеров детали применяют механический, термомеханический и термический способы правки.
При механической правке используют два способа: давлением и наклепом.
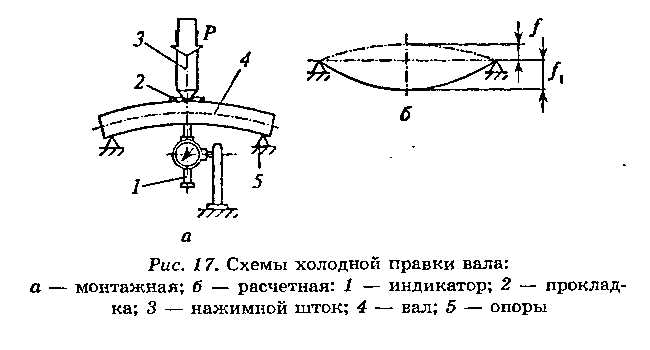
Механическая правка давлением может производиться в холодном состоянии или с нагревом. Правку в холодном состоянии осуществляют у валов диаметром до 200 мм в том случае, если величина (стрела) прогиба не превышает
1 мм на 1 м длины вала (рис. 17). За размер стрелы прогиба принимают половину числового значения биения вала, показываемого индикатором. Для правки вал 4 ставят на при-