А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 38
38
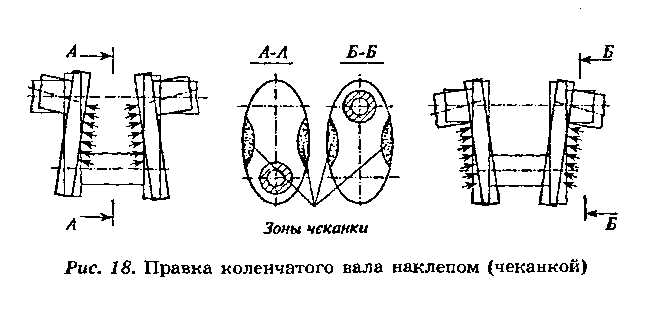
шой трудоемкостью. При правильной чеканке достигаются: высокое качество правки детали, которое определяется стабильностью ее во времени; высокая точность правки (до 0,02 мм); отсутствие снижения усталостной прочности детали; возможность правки за счет ненагруженных участков детали (рис. 18).
В качестве инструмента для чеканки применяются пневматические или ручные молотки. От наносимых ударов в поверхностном слое детали возникают местные напряжения сжатия, которые вызывают устойчивую деформацию детали.
Продолжительность правки зависит от материала детали, энергии удара и конструкции ударного бойка.
Термический способ правки заключается в нагревании ограниченных участков детали (вала) с выпуклой стороны. В результате нагревания металл стремится расшириться. Противодействие соседних холодных участков приводит к появлению сжимающих усилий. Выправление вала происходит под действием стягивающих усилий, которые являются результатом пластического упрочнения волокон. Эффективность правки зависит от степени закрепления концов детали — при жестком закреплении прогиб устраняется в 5—10 раз быстрее, чем при незакрепленных концах балки. Оптимальная температура нагрева стальных деталей составляет 750-850°С.
При термомеханическом способе правки осуществляют равномерный прогрев детали по всему деформированному сечению с последующей правкой внешним усилием. Нагрев