А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 46
44
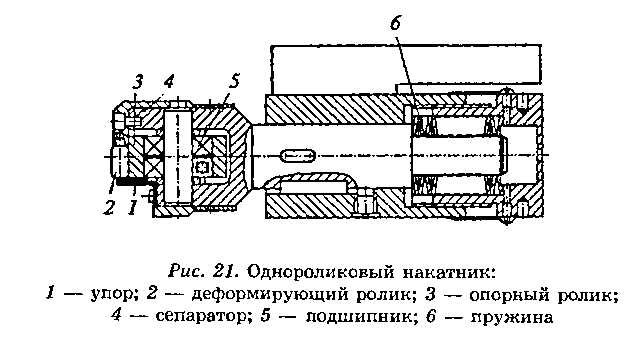
Поверхностное пластическое деформирование наружных цилиндрических поверхностей роликовым инструментом (рис. 21) применяется как для сглаживающей, так и для упрочняющей обработки. Стержневой деформирующий ролик 2 устанавливается в сепараторе 4 и опирается на опорный ролик 3, смонтированный на подшипнике 5. От выпадания деформирующий ролик 2 удерживается упором 1. Усилие деформирования создается пружиной 6. Инструмент закрепляется на суппорте токарного станка.
Режимы обработки: скорость обкатывания — 60— 100 м/мин; осевая подача 0,1-0,4 мм/об; усилие деформирования 50-500 кгс. После обкатывания достигается шероховатость 0,63-0,08 мкм, снимаемый припуск 0,005-0,02 мм.
При обработке ППД могут возникать дефекты поверхности:
— отслаивание металла (шелушение) в результате пере-наклепа из-за неправильного выбора режима обработки;
— вмятины, риски, сколы, раковины из-за нарушения целостности рабочей поверхности деформирующего ролика;
— волнистость из-за неодинаковых диаметров рабочих роликов) и формы (из-за наличия концентраторов напряжений и неравножесткости деталей).

