А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 79
77
JIT1-2, «Иглай», «Комета», «Катунь», Латус-31, Юпитер 1,0, и лазерных технологических модулях: 01.03.178 «Ремдеталь» и 01.12.376 «Ремдеталь». В табл. 14 приведены технологические параметры наплавки.
Лазерной наплавкой восстанавливают тарелки клапанов, кулачки распределительных и кулачковых валов и других деталей.
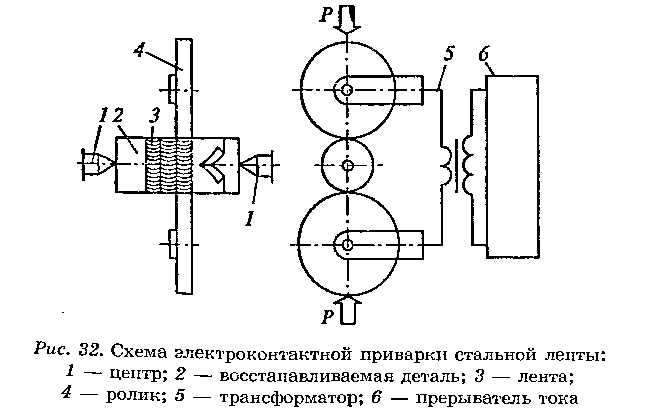
Электроконтактная приварка ленты (проволоки). Сущность процесса — точечная приварка стальной ленты (проволоки) к поверхности детали в результате воздействия мощного импульса тока. В точке сварки происходит расплавление металла ленты (проволоки) и детали. Схема приварки металлической ленты к поверхности вала показана на рис. 32. Деталь 2 устанавливают в центрах 1 или патроне, а сварочная головка с роликами 4. Лента (проволока) плотно прижимается роликами посредством пневмоцилиндров. Подвод тока к роликам производится от трансформатора 5. Требуемая длительность цикла обеспечивается прерывателем тока.
Ленту приваривают ко всей изношенной поверхности или по винтовой линии в процессе вращения детали. Скорость вращения детали пропорциональна частоте импульсов и продольному перемещению Ьварочной головки.