А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 271
270
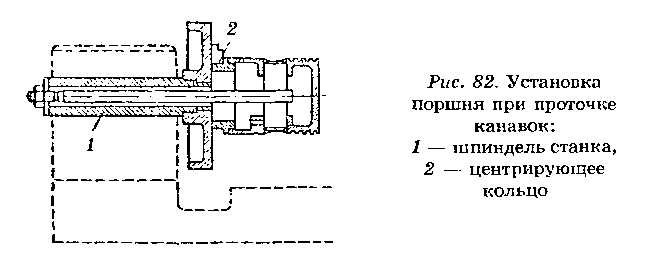
навками протачивают на токарном станке под увеличенный (по высоте) размер кольца (рис. 82). Промышленностью для поршней нормального и ремонтного размеров изготовляются кольца нормального и увеличенного по высоте размеров.
Установочной базой при проточке кольцевых канавок является внутренний обработанный поясок юбки поршня и в некоторых случаях углубление на донышке поршня под центр. Кольцевые канавки протачивают или одним резцом, или гребенкой, имеющей столько же резцов, сколько канавок на поршне.
Кольцевые канавки растачивают до размеров, приведенных в таблице 40.
Поршневые кольца в случае их износа не ремонтируют, а заменяют новыми. При подборе колец по цилиндрам следует руководствоваться данными о зазорах в стыках, приведенными в таблице 41.
При подгонке зазора в стыке кольца обрабатывают одну сторону стыка, а вторую используют для проверки прилегания концов друг к другу. Стык кольца обрабатывают напильником в стальном кондукторе, имеющем паз для прохода напильника под углом 45 или 90° (рис. 83), а также с помощью тонкого шлифовального круга с горизонтальной или наклоненной под углом 45° площадкой (рис. 84).
При неправильной проточке канавок приходится подгонять кольца по высоте. В этом случае зачищают кольца с одной стороны на плите, покрытой наждачной бумагой, или при помощи шлифовального круга (рис. 85). Для удобства кольцо устанавливают в деревянную оправку или в приспособление, используемое для подгонки колец в стыке.