А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 295
плавляют. Затем поверхность нагревают до плавления полуды и наносят последнюю. После этого металлическим скребком под слоем полуды и хлористого цинка разрушают и очищают пленку окислов, и полуда соединяется с алюминием. Лужение удобнее выполнять стальным паяльником, которым разрушают пленки окислов.
Алюминий можно лудить свинцовистым третником и оловом или, что лучше, алюминиевыми припоями, например, припоем, состоящим из 25% цинка, 55% олова, 20% кадмия, или припоем, состоящим из 50% алюминия и 50% цинка. Последним припоем можно лудить, не применяя флюсы.
Соединение полуды с поверхностью подшипника или вкладыша происходит за счет диффузии, вследствие которой расплавленная полуда проникает в нагретую поверхность вкладыша. Качество лужения определяют осмотром. Сразу после лужения приступают к заливке.
Заливка баббитовых подшипников. Для заливки подшипников применяют баббиты БТ, БН, БМ, Б-83 и Б-2. Для заливки тонкостенных вкладышей больше всего подходит баббит Б-2, состоящий из 1,5—2,5% олова, 0,2—0,4% кальция, 0,15-0,4% натрия, 0,1% магния и 96,7-98,05% свинца.
Существуют следующие виды заливок: статическая, или обыкновенная, центробежная, вибрационная, заливка под давлением, заливка с последующей опрессовкой слоя и заливка с последующим жидким штампованием.
Кроме заливки, подшипники можно также ремонтировать посредством прокатанного листового баббита, напайкой слоя баббита паяльником, нанесением слоя с помощью пластической деформации баббита в холодном состоянии, а также подбором подшипников с использованием старого баббита без перезаливки.
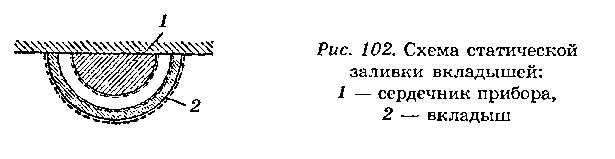
При статической заливке расплавленный баббит заливают в неподвижную форму, образованную прибором и установленным в нем подшипником или вкладышем (рис. 102).