А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 298
29г
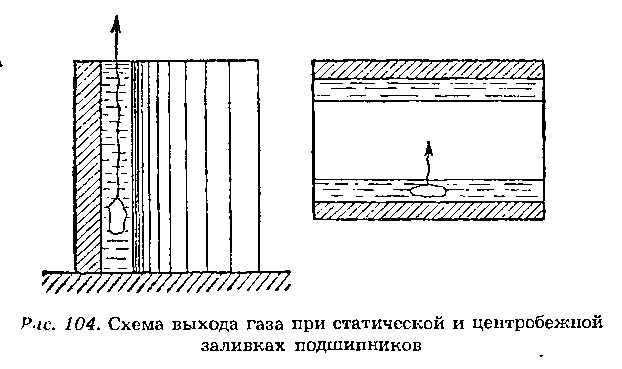
2) достигается большая плотность баббита вследствие больших давлений от центробежных сил; в слое отсутствуют поры и раковины, так как пузырьки газов выдавливаются баббитом и расстояние для выхода газов меньше, чем при статической заливке (рис. 104);
3) достигается экономия баббита за счет меньших припусков на обработку и более длительного срока службы подшипника;
4) повышается производительность за счет уменьшения времени на установку подшипника (при хорошо сконструированном приборе) и за счет большей скорости охлаждения;
5) уменьшается коэффициент трения (при статической заливке коэффициент трения равен 0,016, а при центробежной для тех же условий только 0,0093).
В случае недостаточной скорости охлаждения при центробежной заливке возможны случаи ликвации, т. е. расслоения баббита на составные части по удельному весу.
Ликвация, получающаяся в обычных условиях центробежной заливки, не ухудшает работоспособности подшипника.
При вибрационной заливке (рис. 105) баббит заливают в вибрирующие формы.
Наиболее простыми устройствами для создания вибрации являются рессора и электродвигатель с дисбалансом.