А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 305
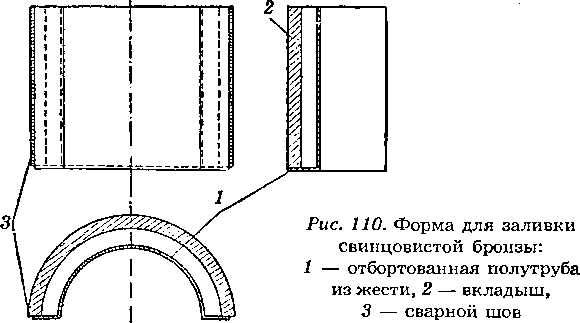
зы или снятии его резцом на токарном станке. К вкладышу, освобожденному от бронзы, приваривают с помощью газовой горелки или электродуговой сварочной установки заготовку из жести (рис. 110) и получают форму для заливки.
Форму подвергают химической очистке: обезжиривают в 10—15%-ном растворе щелочи NaOH в течение 1,5-2 минут, выдерживают после этого в ванне с раствором соды Na2C03 при температуре 90-100° в течение 1,5-2 минут и затем в кипящей воде 1—2 минуты. Нагретую до температуры 70-80° форму со стороны вкладыша покрывают бурой, замешанной на воде, и сушат. Перед заливкой форму нагревают в тигельной печи или в горне на древесном угле.
Во время нагрева слой горящего угля должен быть расположен выше формы.
Продукты сгорания угля заполняют форму и создают нейтральную среду, защищающую ее от окисления.
Продолжительность нагрева формы около 15 минут. В нагретую до температуры 1000-1050° форму заливают предварительно тщательно перемешанную расплавленную свинцовистую бронзу. Бронзу плавят в графитовом или шамотном тигле, предохраняя ее от окисления слоем буры. Залитую форму охлаждают водяным туманом. При охлаждении бронза припаивается к вкладышу и жести. После охлаждения жестяную заготовку, приваренную к вкладышу, удаляют проточкой на токарном станке.