А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 341
двойных ходов не более 100-150 ■ л -инуту. Давление притира на поверхность обрабатываемой гильзы доли '.о быть в пределах 1-1,5 кг/см2. Притирку гильзы ведут ~ применением десятимикроннай пасты ГОИ в течение 1 I минут и трехмикронной пасты в течение 1 минуты.
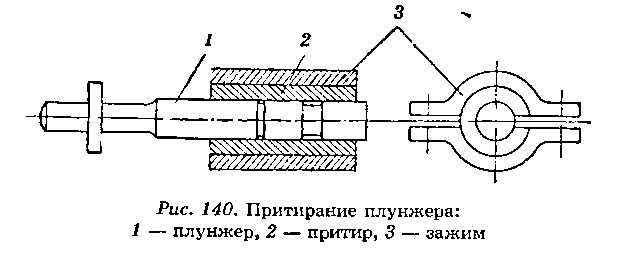
Для исправления формы плунжера применяется обработка его внешним притиром (рис. 140) из перлитного чугуна длиной 26 мм, микротвердостью 280. Обработку ведут при 250-300 об/мин, длине хода плунжера 55 мм и числе двойных ходов не более 100-150 в мин. Давление притира на обрабатываемую поверхность при обработке 1-2 кг/см2. Для предварительного притирания применяют десятимикронную пасту. После обработки в течение 1 минуты наносят новый слой пасты. Продолжительность обработки зависит от искажения геометрической формы ремонтируемого плунжера. Окончательную обработку ведут при том же режиме трехмикронной пастой в течение 1—2 минут.
Обработанные и тщательно промытые гильзы и плунжеры сортируют по размерам на группы через каждые 5 микрон (или 10 микрон). После разбивки подбирают плунжер по гильзе. Хорошо подобранный плунжер должен входить в гильзу на глубину 10-15 мм. Плунжер к гильзе следует подгонять микронной пастой или еще лучшие смазывая плунжер дизельным топливом. При этом плунжер зажимают в панговый патрон, приводят во вращение и на него постепенно надвигают гильзу.
Плунжеры, которые вследствие износа не удается подобрать к гильзе, подвергают хромированию, нанося слой толщиной 25-30 микрон. Хромированный плунжер притирают