А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 425
426
Зубья наплавляют сплошным слоем с припуском 2—3 мм для последующей токарной обработки. После наварки деталь подвергают нормализации (нагрев до температуры 850— 900°). Затем фрезеруют зубья и шестерню обкатывают в паре с сопрягаемой шестерней. После обкатки отремонтированную шестерню закаливают и отпускают. Если для наплавки зубьев применялись присадочные прутки из малоуглеродистой стали, шестерню перед закалкой цементируют.
Для наплавки изношенных зубьев применяют также твердые сплавы: сормайт, сталинит и стеллит.
Детали в этом случае наваривают в ванне с водой. Излишек сормайта снимают карборундовым кругом или элект-роэрозионным способом.
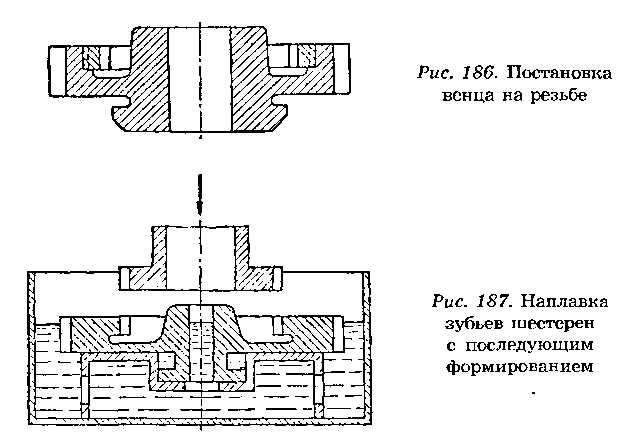
Для наплавки зубьев с формовкой шестерню устанавливают вместе с приспособлением в ванне с водой так, чтобы над поверхностью воды выступали только наплавляемые зубья (рис. 187). Приспособление должно давать возможность формовать зубья в процессе сварки, пока наплавленный слой находится в пластическом состоянии.
Для направления и вертикальных перемещений формующего шаблона (валика) может быть использован сверлиль-