А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 54
52
Общие потери при наплавке покрытыми электродами с учетом потерь на угар, разбрызгивание и огарки составляют до 30%.
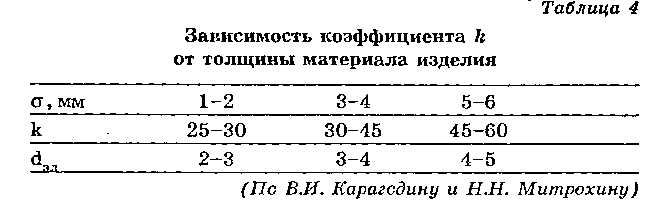
Сила тока зависит от толщины материала ремонтируемого изделия и определяется по формуле
I
где k — коэффициент, зависящий от толщины свариваемого изделия (табл. 4); ст — толщина материала, мм.
Напряжение дуги составляет 22-40 В. Диаметр электрода (табл. 4) с!эл = 0,58 + (1-2) мм. Длина дуги не должна превышать диаметра электрода.
Ручная сварка и наплавка используются для устранения трещин, вмятин, пробоин, изломов и т.д. В табл. 5 приведены способы подготовки поврежденного участка изделия.
Для уменьшения вредного последствия рассмотренных в разд. 4.1 явлений сварку и наплавку ведут электродами с обмазкой — тонкой или толстой.
Малоответственные детали сваривают электродами с тонкой обмазкой, которые изготовляют из проволоки Св-08. Проволоку рубят на куски длиной 300-500 мм и покрывают обмазкой, состоящей из 3/4 мела и 1/4 жидкого стекла, разведенного в воде до сметанообразного состояния.
Определяющим при выборе толстых электродов является процесс — сварка или наплавка. Для сварки используют электроды, обозначаемые буквой «Э» с двузначной цифрой через дефис, например Э-42. Цифра показывает прочность сварочного шва на разрыв.

