А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 71
69
детали, качества очистки и подготовки поверхности, подлежащей наплавлению, толщины слоя наплавки и др.
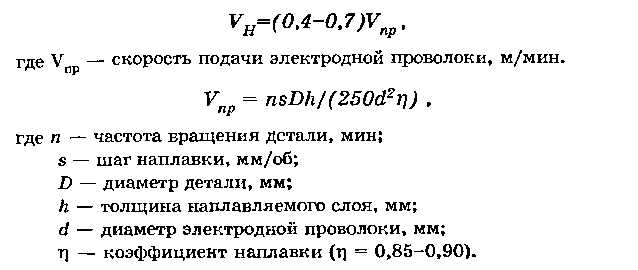
Высокое качество наплавки получают при токе обратной полярности («+» на электроде, «—» на детали), шаге наплавки 2,3-2,8 мм/об и угле подвода проволоки к детали 15-30°. Скорость подачи электродной проволоки не должна превышать 1,65 м/мин, а скорость наплавки — 0,5— 0,65 м/мин. Наибольшая скорость наплавки
Надежное сплавление обеспечивается при толщине наплавленного слоя, равной 2,5 мм.
Структура и твердость наплавленного слоя зависят от химического состава электродной проволоки и количества охлаждающей жидкости. Если при наплавке используется проволока Нп-80 (содержание углерода 0,75—0,85%), то валик в охлаждающей жидкости закаляется до высокой твердости (26-55 HRC3). При использовании при наплавке низкоуглеродистой проволоки Св-08 твердость поверхности наплавки равна 14-19 НКСЭ.
Вибродуговой наплавкой восстанавливают детали с цилиндрическими, коническими наружными и внутренними поверхностями, а также с плоскими поверхностями (рис. 29).
При однослойной наплавке толщина слоя колеблется от 0,5 до 3 мм, а при многослойной наплавке ее можно получить любой толщины.
Рациональный режим наплавки:
напряжение — 28—30 В; сила тока — 70-75 А (диаметр проволоки 1,6 мм);
скорость подачи проволоки — 1,3 м/мин;

