А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 84
82
детали растягивает его. Этот процесс является следствием образования поперечных трещин. Для предотвращения этого процесса необходимо:
— обеспечить достаточную пластичность наплавленного шва (подобрать соответствующие присадочный материал, обмазку и режимы сварки);
— проковывать швы во время кристаллизации;
— равномерно нагревать и особенно охлаждать как шов, так и свариваемую деталь;
— сварку выполнять на постоянном токе обратной полярности («+» — электрод, «-* — деталь) и малой силы (2530 А на 1 мм диаметра электрода);
— наплавлять валики длиной 30-40 мм;
— применять сварку отжигающими валиками и многослойным швом.
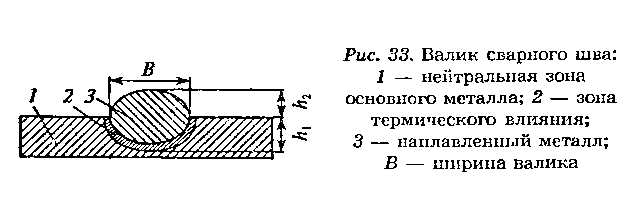
Если при сварке чугуна использовать электрод из низкоуглеродистой стали, то металл шва получится высокоуглеродистым (т. е. будет отличаться высокими хрупкостью и твердостью). Количество углерода в металле шва зависит от геометрии шва, в частности, отношения h1/h2, где ht — глубина проплавления; h2 — усиление шва (рис. 33). Чем меньше значение этого отношения, тем меньше в металл шва поступает расплавленного чугуна детали и тем ниже содержание в шве углерода. Например, если в чугуне около 3% углерода, то в металле шва в. зависимости от ht углерода будет 1,5-2,0% (в нижней части больше, чем в верхней). Снижают содержание углерода в наплавленном слое за счет уменьшения силы сварочного тока (глубины проплавления чугуна hj), подбора компонентов покрытия электрода и многослойности сварного шва.
Изменяя состав и толщину обмазки сварочной проволоки, скорость сварки и силу тока, можно получить стальной шов с разным содержанием углерода и разной твердости —