А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 266
264
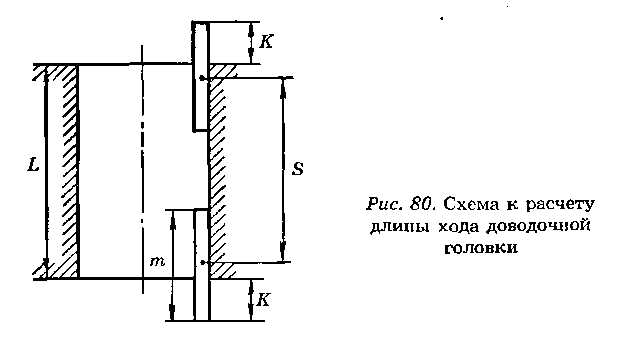
— охлаждение керосином (рис. 80).
Целесообразно цилиндр подвергнуть черновой и чистовой доводке. При черновой доводке применяют карборундовые абразивные бруски СМ-1, зернистостью 100-200.
При чистовой доводке применяют бруски с более мягкой связкой (М-2 или М-3) и с зернистостью 300—400. Вследствие хорошей блестящей поверхности, получаемой после доводки абразивными брусками с зернистостью 400 и выше, этот процесс получил название зеркального хонингования.
Улучшение качества поверхности цилиндров после расточки может быть достигнуто обработкой поверхности чугунными притирами. В качестве притира можно использовать разрезанный по длине поршень иди головку для хонингования, в которую вместо абразивных брусков вставляют чугунные притиры. *
Притирку ведут по следующему режиму:
— скорость притирания 6-30 м/мин;
— давление притира на поверхность обрабатываемого цилиндра 0,5 кг/см2;
— скорость перемещения притира вдоль оси цилиндра 5—6 м/мин;
— охлаждение керосином с абразивными (карборундовым, корундовым или наждачным) порошками.
Качество поверхности, получаемой после притирки, лучше, чем после хонингования (высота поверхностей 0,08— 0,2 микрона).