А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 313
после которой клапаны притирают к гнездам. Для обработки гнезд применя ют фрезы с углами наклона режущей части 15, 45 и 75° (черновые) и 45° (чистовые), приведенные на рисунке 116.
Фрезы 15 и 75° применяют для сохранения среднего диаметра и необходимой ширины фаски. При обработке фрезой 15° средний диаметр фаски уменьшается, а при обработке фрезой 75°
— увеличивается. Недостатком обработки гнезд фрезами является снятие значительного слоя металла с гнезда. При обработке черновыми фрезами толщина снимаемого слоя металла превышает 0,5 мм, а при обработке чистовыми фрезами — 0,4-0,5 мм.
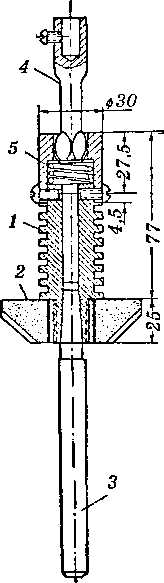
При большом утопании клапана гнезда восстанавливают кольцеванием.
При этом способе ремонта в расточенные гнезда запрессовывают чугунные кольца с натягом 0,25—0,3 мм.
Более хорошие результаты можно получить в случае смачивания поверхностей кольца перед запрессовкой раствором нашатыря.
Пятигорский ремонтный завод для ремонта клапанных гнезд двигателя КДМ-46 применяет следующую технологию.
В головке делают ступенчатую выточку под гнездо, имеющую размеры, указанные на рисунке 117, а.
Из чугуна вытачивают ступенчатые кольца (рис. 117, б) с расчетом получения натяга от 0,19 до 0,25 мм. Затем кольца смазывают насыщенным раствором нашатыря и запрессовывают в головку. В месте стыка (касания) колец сверлят