А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 420
Шлицевые отверстия после наварки протачивают до необходимого размера и затем нарезают шлицы на строгальном или долбежном станках либо с помощью прошивок или протяжек (рис. 179).
Диаметр цилиндрической части прошивки, применяемой для нарезки шлицев, должен быть на 0,02—0,04 мм меньше диаметра расточенного отверстия.
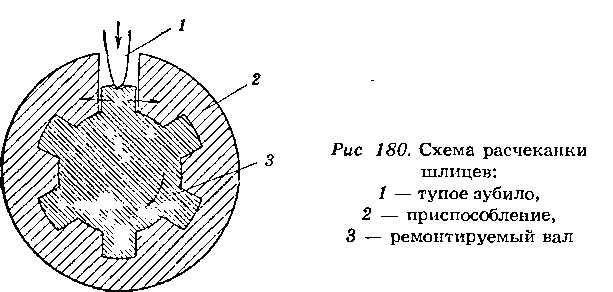
После механической обработки деталь подвергают закалке и отпуску. При небольшом износе можно ремонтировать шлицы чеканкой (рис. 180) в приспособлении, имеющем продольный вырез, равный по ширине выступу шлица, который желают получить после ремонта.
В качестве приспособления может быть использована деталь, с которой сопрягается валик. Для этого в применяемой детали нужно сделать продольный паз. Перед чеканкой валик отпускают. После чеканки каждого зуба приспособление спрессовывают с валика и в открытый паз вводят следующий зуб.
После чеканки всех шлицев канавки углубления, сделанные зубилом, заваривают газовой или электросваркой. После наварки детали обрабатывают на токарном станке и подвергают термической обработке.
Если охватывающую деталь шлицевого соединения (фланец, ступицу) можно осадить кузнечным способом, шлицевое соединение ремонтируют следующим образом. Охватывающую деталь нагревают в горне до ковочной температуры и в отверстие вводится холодный шлицевый валик. Затем