А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 421
422
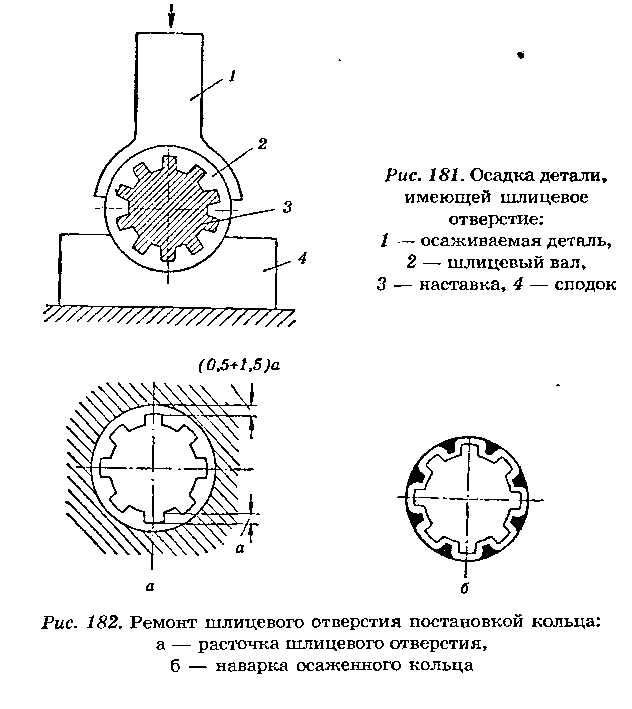
при помощи сподка и наставки (рис. 181) осаживают охватывающую деталь, после чего ее термически обрабатывают (закаливают и отпускают).
Если охватывающую деталь нельзя осаживать, шлицы в отверстии стачивают на токарном станке и отверстие растачивают с таким расчетом, чтобы диаметр расточки был больше диаметра впадин шлицев на 0,5—1,5 высоты шлица (рис. 182). Затем из соответствующей стали вытачивают кольцо, наружный диаметр которого равен диаметру отверстия охватывающей детали после проточки с учетом натяга, а внутренний диаметр — наружному диаметру шлицевого вала.