А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 468
Вулканизация протектора выполняется в кольцевых вулканизаторах, которые представляют собой разъемную по окружности форму с выгравированным рисунком протектора. Форма нагревается паром до температуры вулканизации (143 ± 2)”С. Для опрессовки покрышки вовнутрь ее укладывают варочную камеру, в которую подается сжатый воздух давлением 1—3 МПа. После вулканизации на протекторе образуется рисунок, соответствующий рисунку пресс-формы. Время вулканизации зависит от размеров покрышки, толщины вулканизируемого слоя резины и состава резиновой смеси.
Отделка покрышки — это срезание излишков и наплывов резины, зачистка на шероховальном станке мест среза и стыковка краев протектора с боковинами.
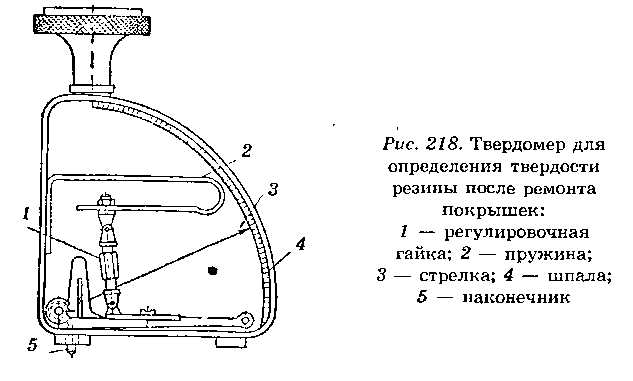
Контроль качества ремонта — это физико-механические испытания, предназначенные для проверки покрышек на твердость, разрыв, относительное удлинение и стирание. Контроль качества покрышек проводится выборочно в количестве 0,1% от каждой принимаемой партии.
У восстановленных покрышек не допускаются пористость, губчатость, пузыри, отслоения, складки, неровности на внутренней поверхности, расслоения каркаса и брекера, деформация металлического кольца.
На боковине или в плечевой зоне покрышки обозначаются: заводской номер; наименование или товарный знак