А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Практический курс
стр. 424
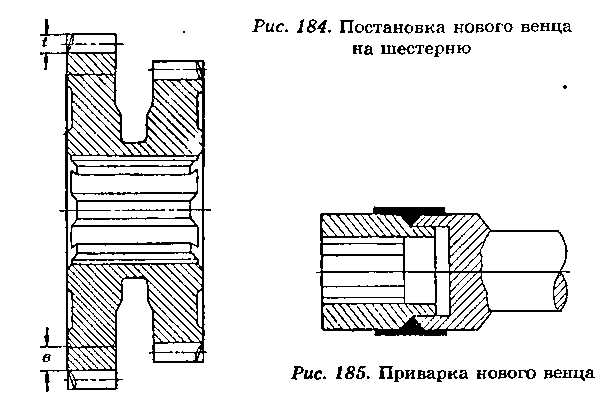
ли и подвергнут в дальнейшем цементации. В валике делают отверстие, в которое запрессовывают хвостовик изготовленного венца и приваривают электросваркой (рис. 185). После приварки хвостовик протачивают по наружному диаметру.
Для проверки в приваренный венец вставляют сопрягающуюся с ним шестерню с наружными зубьями. Если шестерня будет входить туго, обжимают венец по шестерне кузнечным способом. После этого нагревают конец валика до температуры 300° и закаливают в воде. При закалке конец валика погружают в воду на длину зуба и выдерживают в воде до полного охлаждения.
Шестерни с внутренним зацеплением можно отремонтировать и другим способом. Для этого изношенные зубья стачивают без отжига резцами из твердых сплавов и на внутренней поверхности нарезают резьбу. Затем из малоуглеродистой стали изготовляют венец с наружной резьбой (рис. 186). Венец цементируют, закаливают и завинчивают в нагретую выточку.
Наплавка изношенных зубьев шестерен. Шестерню с изношенными зубьями отжигают при температуре 850-900°. Под одной из впадин зуба ставят метку для правильной установки шестерни при последующем фрезеровании. Зубья наплавляют газовой или электродуговой сваркой. В качестве присадочного материала применяют сталь 40 X или45ХН.

