А.В. Коробейник
РЕМОНТ АВТОМОБИЛЕЙ
Теоретический курс
стр. 96
96
При горячей сварке чугунных деталей применяют изношенные поршневые кольца или прутки марки А, содержащие 3,0-3,6% С, 3,0—3,5% Si, 0,5-0,8% Мп, не более 0,08% S, 0,5% Р, не более 0,05% Сг, не более 0,3% Ni.
Детали из белого и горелого (долго подвергавшегося действию огня) чугуна сварке не поддаются.
Ковкий чугун хорошо сваривается чугунными прутками с большим содержанием кремния.
При сварке медных деталей в качестве присадочных прутков применяют электролитическую медь.
При сварке латунных деталей используют присадочные латунные прутки с большим содержанием цинка.
При газовой сварке деталей из алюминиевых сплавов прутки отливают в кокиль из сплава того же состава, как и ремонтируемая деталь (из выбракованных деталей). Горелка № 3 (500 л/час) регулируется на нейтральное пламя. Диаметр присадочного прутка 7 мм.
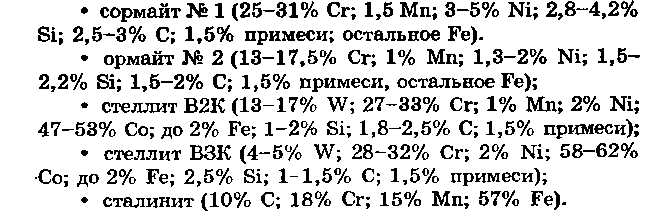
Основным затруднением при сварке деталей из алюминиевых сплавов является наличие на поверхности детали тугоплавкой пленки окислов, которые следует удалять в процессе сварки с помощью стального чистика. При наплавке деталей выбор присадочного материала не зависит от состава материала детали, а определяется назначением наплавляемого слоя. Так, например, для повышения износостойкости стальных деталей их наплавляют чугуном или твердыми сплавами:
Пайка чугуна латунью. С помощью ацетилено-кисло-родных горелок можно паять чугунные детали латунью. В качестве присадочных прутков используют латунь, состоящую из 38-50% Zn; 0,9-1,1% Sn; 0,5-1% Fe; 0,4-0,8% Mn;

